





Статьи
Термограф для печи

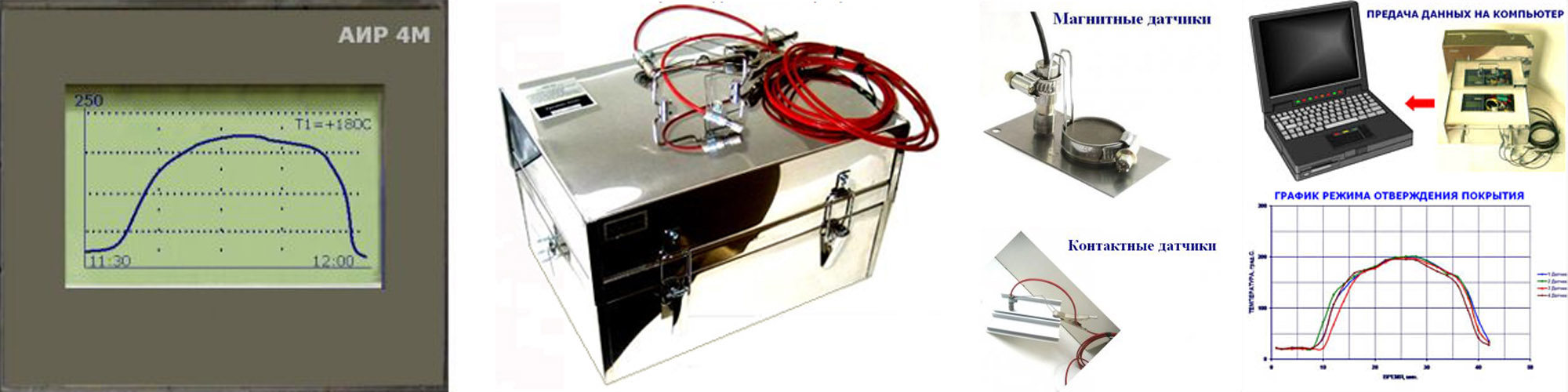
Термограф - прибор для непрерывной регистрации температуры воздуха и лакокрасочного покрытия. Термографы применяются для настройки и постоянного контроля режима отверждения порошковых лакокрасочных покрытий непосредственно на поверхности изделий в печах линий окраски по ходу производства покрытия.
В отличие от лакокрасочных покрытий естественной сушки, качество и все физические и эксплуатационные характеристики сформированного порошкового покрытия изделия в первую очередь зависят от строго соблюдения температуры и времени отверждения порошкового покрытия на линии окраски. Требования к температуре и времени отверждения порошкового покрытия указаны в сопроводительной документации на применяемое покрытие.
Процесс отверждения порошкового покрытия начинается с момента начала нагревания изделия при входе в печь отверждения и заканчивается процессом остывания при выходе изделия из печи. Между этими процессами происходит определяющий процесс окончательного формирования покрытия - выдержки покрытия изделия при заданной температуре и заданном времени.
Ниже приведен пример стандартного графика режима отверждения порошкового покрытия на поверхности изделия в печи линии окраски по ходу производственного процесса.
Под температурой и временем отверждения порошкового покрытия понимается температура и время отверждения покрытия непосредственно на поверхности изделия.
Известно, что между температурой непосредственно на поверхности изделия и температурой горячего воздуха, измеряемой датчиком системой регулирования печи, существует градиент температуры. При этом данная разница температур в печах достигает величин от 5 °С до 20 °С.
Температура и время отверждения покрытия на поверхности изделия в печи линии окраски зависят от многих факторов, определяющими из которых являются суммарная теплоемкость изделий, находящихся в печи, толщина стенок изделия, конструктивное исполнение изделия, начальная температура изделия; температура, влажность, давление в окрасочном цехе и т.д.
Под температурой и временем отверждения порошкового покрытия понимается температура и время отверждения покрытия непосредственно на поверхности изделия.
Известно, что между температурой непосредственно на поверхности изделия и температурой горячего воздуха, измеряемой датчиком системой регулирования печи, существует градиент температуры. При этом данная разница температур в печах достигает величин от 5 °С до 20 °С.
Температура и время отверждения покрытия на поверхности изделия в печи линии окраски зависят от многих факторов, определяющими из которых являются суммарная теплоемкость изделий, находящихся в печи, толщина стенок изделия, конструктивное исполнение изделия, начальная температура изделия; температура, влажность, давление в окрасочном цехе и т.д.
Графики зависимостей температуры и времени отверждения покрытия на поверхности изделия от толщины стенок изделия.
Не соблюдение одного из заданных показателей, температуры или времени отверждения порошкового покрытия. приводит к значительному снижению показателей качества покрытия и его эксплуатационной долговечности, среди которых: адгезия, твердость, динамическая и статическая прочность, эластичность, блеск.
Графиков зависимостей снижения основных показателя качества покрытия - адгезии, ударопрочности, прочности по Эриксену, блеска покрытия от температуры отверждения.
Из выше приведенных примеров следует, что для производства высококачественного покрытия в первую очередь необходимо настроить и постоянно поддерживать заданный в сертификате на покрытие температурно-временной режим отверждения порошкового покрытия. В большинстве конфликтных ситуация, связанных с производством бракованного покрытия, производители и поставщики порошковых покрытий не признают претензий по качеству покрытия до тех пор, пока потребитель покрытия не представит, измеренные в процессе производства, графики режимов отверждения покрытий на поверхности изделий.
Термограф применяется:
• Для настройки и постоянного контроля режима отверждения жидких лакокрасочных покрытий непосредственно на поверхности изделий в печах линий окраски по ходу производства покрытий, в том числе в автомобильной промышленности.
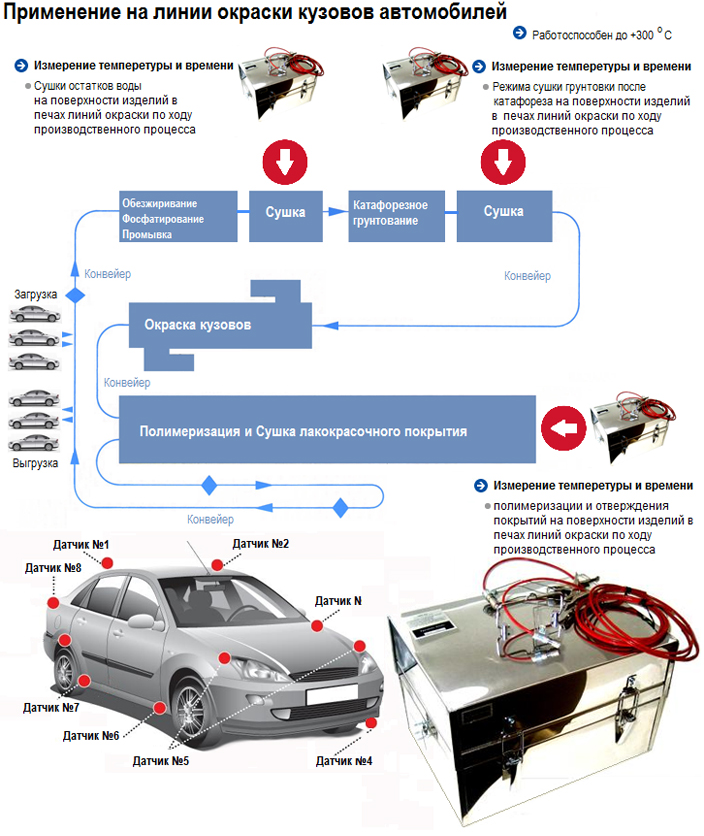
• На линиях окраски кузовов автомобилей. Прибор устанавливается в автомобиль и движется вместе с кузовами на конвейере линии окраски.
• Для настройки и постоянного контроля режима отверждения покрытий непосредственно на поверхности изделий в тупиковых печах участков и линий окраски по ходу производственного процесса. Прибор устанавливается в тупиковую печь вместе с изделиями и измеряет режим отверждения покрытия непосредственно на поверхности изделий.
• Применяется для настройки и постоянного контроля режима сушки лака непосредственно на поверхности листов пищевой жести в печи конвейерной линии лакирования по ходу производственного процесса.
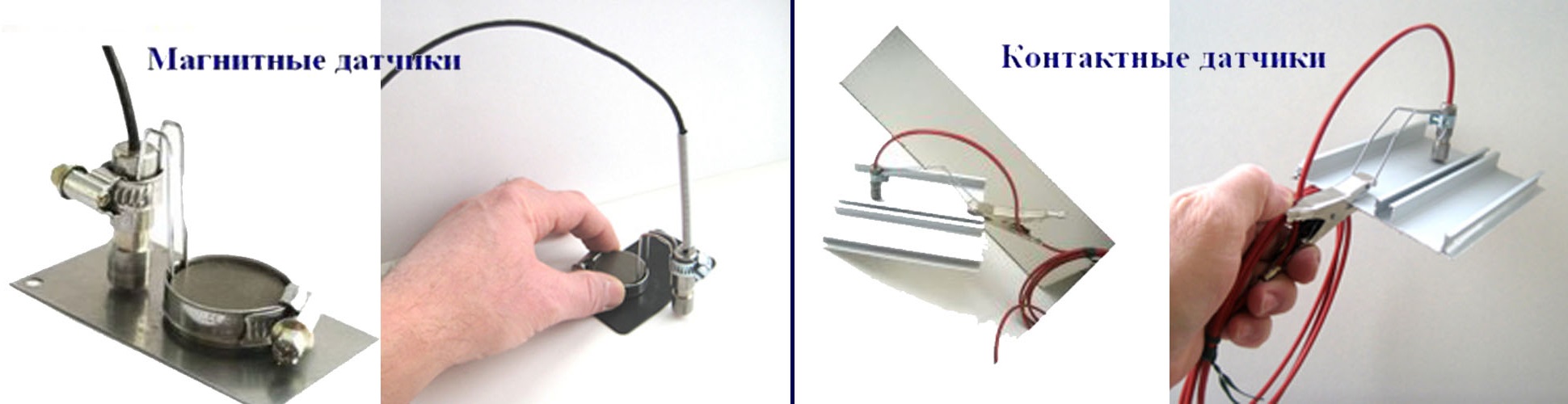
• Устанавливается на конвейер между листами жести и измеряет температуру и время отверждения лака непосредственно на поверхности листов. Датчики прибора: с зажимом типа "крокодил" и (или) магнитные датчики датчики устанавливаются непосредственно на изделие.
«СпецКРАС» предлагает услугу, способную снизить себестоимость продукции и выявить невидимые потери в Вашем окрасочном производстве.
Наши специалисты ответят на все интересующие вас вопросы по телефону:
+7 (8552) 53-40-71 / +7 (8552) 53-40-72
|
29 июня 2026
|
Что выбрать для защиты металла: катафорезное грунтование или порошковая покраска? Разбираемся, чтобы не переплачивать и не жалеть. |
|
7 июля 2023
|
Пособие для колористов |
|
15 марта 2022
|
Подробная статья про катафорез |
|
24 сентября 2021
|
Улучшенный катафорез |
|
7 сентября 2021
|
Катафорез - Спецкрас - Россия |
|
26 июля 2021
|
Памятка маляра |
|
27 мая 2021
|
Системы покрытий для колес |
|
11 января 2021
|
Дефекты при катафорезе |
|
19 марта 2020
|
Термограф для печи |
|
28 февраля 2020
|
Катафорез |
